Tsubaki high durability chain reduces costs for conveyor application
A French sawmill has reduced its overhead costs while decreasing downtime and maintenance hours by upgrading its roller chain. The sawmill conveyor's standard chain, which had a lifetime of just six months, has now been replaced by a Tsubaki Titan Chain. Designed for heavy duty applications and use in adverse conditions, the Tsubaki chain is set to lower Total Cost of Ownership (TCO).

The French forestry timber sector provides significant business opportunities. It's third in the EU only to Sweden and Finland in terms of total forestry area1, and its industry is worth nearly €25 billion a year2, supporting around 250,000 jobs3. A significant contributor is the processing of wood chips. Key needs within wood chip processing includes high throughput combined with minimising the costs of processing and manufacture within the competitive global market.
In addition to infeed machinery and saws, sawmill conveyor systems are an efficient way of transferring wood chippings towards the stage of bulk material handling and on from the plant to the next stage of processing. Screw conveyors are ideal to handle the bulk material, where the mechanism's flights carry the wood chippings onwards to storage.
At a sawmill in central France, the screw conveyor is powered by a 16B-1 drive chain. The conveyor is located outside, exposed to the elements of the varied seasonal conditions, as well as the ingress of wood fibres. As a result of challenging access, frequency of operation and the time and cost of maintenance, the chain goes without lubrication. This means that the chain has a short lifetime and needs replacement every six months due to wear elongation, which impacts operation of the conveyor and leads to breakdowns.
Over the lifetime of the conveyor, the procurement of a new chain every six months was continually increasing the total cost of ownership. This also increased the time and cost of scheduled maintenance while breakdowns reduced the productivity of the sawmill. Upgrading the quality and durability of the chain was a simple, effective way of lowering both cost and downtime.
"The Tsubaki Titan Chain RS16B-1 with special features to provide optimum wear resistance in harsh conditions was the optimum specification for the sawmill environment," explains a Tsubaki engineer.
"The Titan was developed specifically for use in aggressive applications and at this sawmill, after eight months, the chain shows no sign of deterioration or elongation. Our test procedure and previous installations on similar applications means that we expect the Titan to last at least four times longer than the previous chain."
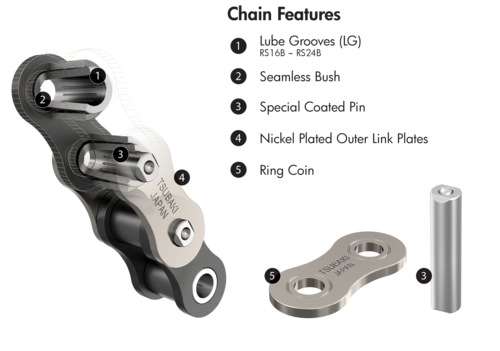
To increase durability and resistance to corrosion, the Tsubaki Titan features nickel plated outer link plates and black oxide inner link plates for extra protection. The plates also include ring coining, a cold deformation process around the pin hole of the connecting link plate, which adds strength and allows the chain to be specified to its full kW rating. The chain's shot peening process also enhances resilience to stress corrosion, especially for heavy duty applications such as the screw conveyor. The precise deformation achieved by the process adds strength by reducing the stress profile.
Connecting the Titan's plates, hard coated pins give a low friction surface that increases wear resistance compared to untreated, economy-level roller chain pins. Connecting the plates and pins, the Tsubaki Titan Chain also features seamless bushes. Precision machined, this ensures smooth operation and minimises play. This increases chain life and, for a tough environment like a sawmill, reduces the potential for ingress.
The bushes also feature lubrication grooves that hold lube at the points where it's needed most. This limits wear between the pin and the bush. For operations like the sawmill where regular lubrication may not be possible, the lube grooves improve chain performance and longevity by retaining the lubrication applied during installation.
Previously, the sawmill operator viewed the conveyor's roller chain as a procurement commodity, with no significant impact on productivity or bottom line income. After going through several standard roller chains and realising the real expense of their replacement and associated costs, they understand the benefit of switching to a durable, highly engineered model.
1 https://www.nationsencyclopedia.com/Europe/France-FORESTRY.html
2 https://www.euractiv.com/section/agriculture-food/news/french-forest-industry-not-taking-advantage-of-ever-growing-forests/
3 https://www.nationsencyclopedia.com/Europe/France-FORESTRY.html